电火花加工机床 电火花加工原理
电火花加工机床的设计。本书主要介绍了电火花加工机床的基本结构、工作原理、加工 *** 、检测 *** 、故障诊断与排除等内容。全书共分10章,第1章至第4章为基础知识,第5章至第9章为实用技能,第10章至第12章为综合应用,第13章至第15章为专业知识。本书可作为高等职业院校机械类类专业教材,也可作为相关专业师生的参考用书。同时,本书还可作为从事机械设计制造及其自动化的工程技术人员的参考用书。
一:电火花加工机床
数控电火花机床优点
加工精度高,具有较高的加工质量;
可进行多坐标的联动,能加工形状复杂的零件;
加工零件改变时,一般只需要更改数控程序,可节省生产准备时间;
机床设备本身的精度高、刚性大,生产率高(一般为普通机床的3~5倍);
机床自动化程度高,可以减轻劳动强度;
批量化生产,产品质量容易控制;
数控电火花机床缺点
对操作人员的素质要求较低,对维护人员的技术要求较高。
但其加工路线不易控制,不像普通机床一样直观。
其维修不便,技术要求较高;
工艺不易控制。
电火花加工的工作原理是:主要用于模具生产中的型孔、型腔加工,已成为模具制造业的主导加工 *** ,推动了模具行业的技术进步。
电火花加工具有如下特点:可以加工任何高强度、高硬度、高韧性、高脆性以及高纯度的导电材料;加工时无明显机械力,适用于低刚度工件和微细结构的加工。
脉冲参数可依据需要调节,可在同一台机床上进行粗加工、半精加工和精加工;电火花加工后的表面呈现的凹坑,有利于贮油和降低噪声;生产效率低于切削加工;放电过程有部分能量消耗在工具电极上,导致电极损耗,影响成形精度。
电火花加工的使用说明:
电火花加工能加工普通切削加工 *** 难以切削的材料和复杂形状工件;加工时无切削力;不产生毛刺和刀痕沟纹等缺陷;工具电极材料无须比工件材料硬;直接使用电能加工,便于实现自动化;加工后表面产生变质层,在某些应用中须进一步去除;工作液的净化和加工中产生的烟雾污染处理比较麻烦。
电火花加工的主要用于加工具有复杂形状的型孔和型腔的模具和零件;加工各种硬、脆材料,如硬质合金和淬火钢等;加工深细孔、异形孔、深槽、窄缝和切割薄片等;加工各种成形刀具、样板和螺纹环规等工具和量具。
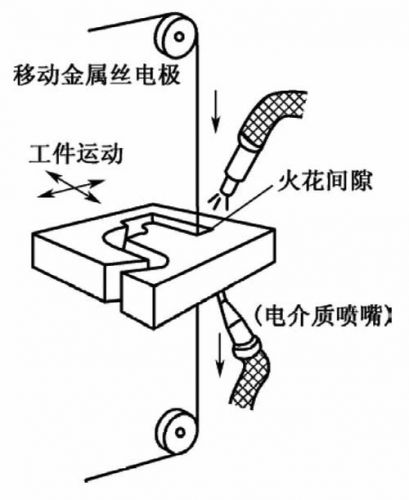
二:电火花加工的基本原理
答:(1)原理 电火花加工是在一定介质中,通过工具电极和工件电极之间脉冲放电时的电腐蚀作用,对工件进行加工的一种工艺 *** 。
(2)特点 可以加工高熔点、高硬度、高强度、高韧性的材料及形状复杂的工件,工具电极的材料不必比工件的材料硬度高,可加工小孔、孔深、窄缝零件,一般加工速度较慢且存在电极损耗。
(3)条件 脉冲电源、足够的放电能量、合理的放电间隙和绝缘介质等。
三:电火花加工精度
加工过程中放电间隙是常数,根据工件加工表面的尺寸、形状可以预先对工具尺寸、形状进行修正。
产生加工斜度。 3.工具电极的损耗
间隙大小对形状精度也有影响,间隙越大,则复制精度越差,特别是对复杂形状的加工表面。如电